
Spawanie TIG – kilka słów wprowadzenia.
Początki stosowania techniki spawania łukowego elektrodą nietopliwą w osłonie gazów obojętnych, siegają lat 40-tych XX wieku. Na przestrzeni ostatnich 70 – lat metoda ta znacznie się rozwinęła i rozpowszechniła.
Metoda spawania TIG (Tungsten Inert Gas) znana jest również jako metoda GTAW (Gas Tungsten Arc Welding) lub WIG (Wolfram Inert Gas). W Polsce najczęściej stosowane jest nazewnictwo TIG AC (spawanie TIG prądem przemiennym) lub TIG DC (spawanie TIG prądem stałym).
Spawanie TIG odbywa się w osłonie gazów obojętnych (np. argon, hel, mieszanka helu z argonem), a źródłem ciepła w tej metodzie jest łuk elektryczny jarzący się między nietopliwą elektrodą wolframową, a elementami spawanymi. Elektroda wolframowa stanowi jeden z biegunów spawania (najczęściej ujemny), do spawanych elementów podłączony jest drugi biegun (najczęściej dodatni).
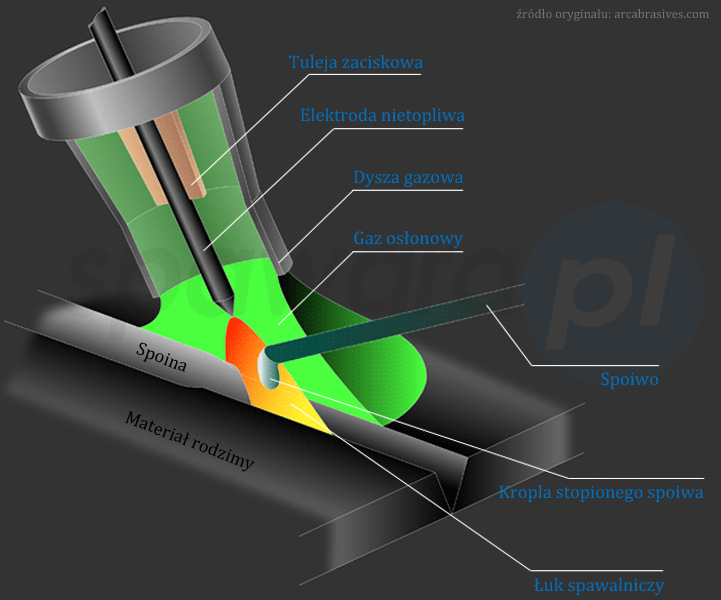
Spawanie TIG -schemat
Rolę elektrody nietopliwej pełni okrągły pręt wykonany z czystego wolframu lub wolframu uszlachetnionego tlenkami (między innymi: tlenek toru ThO2, tlenek cyrkonu ZrO2, tlenek lantanu La2O3 i inne). Wolfram charakteryzuje się wysoką temperaturą topnienia sięgająca 3873K (ok. 3600oC), znakomitą przewodnością cieplną i elektryczną, niskim stopniem parowania w wysokiej temperaturze. Dodatki uszlachetniające wchodzące w skład elektrody topliwej poprawiają jej właściwości takie jak: łatwiejsze zajarzanie łuku spawalniczego, większa stabilność łuku spawalniczego, większa trwałość elektrody. Elektroda nietopliwa jest bowiem nazwą umowną elektrody w metodzie TIG. Tak naprawdę w przebiegu procesu spawania w/w metodą, elektroda stopniowo paruje, powstają stopniowo niewielkie ubytki w elektrodzie – natomiast materiał wykorzystany do produkcji elektrod nie tworzy spoiny.

Spawanie TIG – elektrody
W procesie spawania TIG rolę gazu osłonowego pełnią gazy obojętne. Strumień gazu osłonowego osłania koniec elektrody wolframowej, strefę jarzenia łuku spawalniczego i spoiwo dodawane do materiału. Gaz osłonowy dostarczany jest w sposób ciągły, chroni przed dostępem tlenu i azotu z powietrza atmosferycznego do płynnej spoiny. Tlen i azot mają negatywny wpływ na właściwości spoiny, osłona gazowa dostatecznie zjonizowana – pozwala na stabilne jarzenie się łuku spawalniczego.
W procesie spawania elektrodą nietopliwą, najczęściej wymagane jest dodawanie dodatkowego spoiwa. Rolę spoiwa pełnią okrągłe pręty o określonych średnicach i składzie chemicznym – dobierane są odpowiednio do rodzaju spawanego materiału, grubości elementów spawanych, natężenia prądu spawania. W niektórych sytuacjach istnieje jednak możliwość spawania bez dodawania dodatkowego topnika.
Jarzący się łuk spawalniczy wytwarza energię cieplną, niezbędna do nadtopienia brzegów łączonych elementów i dodatkowego stopiwa podawanego ręcznie do słupa łuku spawalniczego (jeżeli jest używane). Z nadtopionych elementów spawanych i stopionej końcówki spoiwa, powstaje spoina.