
Podstawowe parametry spawania MIG / MAG
Proces łączenia metali MIG/MAG charakteryzuje się szeregiem parametrów, których zrozumienie i znajomość ma ogromny wpływ na jakość otrzymanych złączy spawanych i przebieg procesu spawania.
Średnica drutu elektrodowego.
W metodzie MIG/MAG najczęściej stosowane są druty lite o średnicy od 0,6 [mm] do 1,6 [mm]. Średnica drutu elektrodowego decyduje o gęstości prądu, a tym samym o głębokości wtopienia i charakterze przenoszenia metalu w łuku spawalniczym.
Rodzaj prądu i biegunowość.
W metodzie MIG/MAG zazwyczaj wykorzystywany jest prąd stały o biegunowości dodatniej (uchwyt spawalniczy podłączony do bieguna dodatniego, przewód masowy do bieguna ujemnego). W większości przypadków zmiana biegunowości negatywnie wpływa na przebieg procesu spawalniczego. Dla drutów proszkowych, samo osłonowych stosuje się najczęściej biegunowość ujemną (inaczej biegunowość odwrotną).
Natężenie prądu spawania
Natężenie prądu spawania wpływa na wydajność stapiania drutu elektrodowego, kształt i głębokość wtopienia. Przy niskich wartościach natężenia spawania, następuje przelot materiału zwarciowy (grubnokroplowy) – przetop ma kształt owalny. Wysokiej wartości natężenia prądu spawania, powyżej wartości krytycznej, towarzyszy przelot natryskowy metalu, wskutek czego powstaje w spoinie powstaje częściowe wgłębienie przetopu.
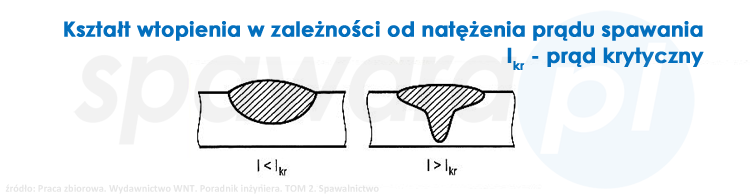
Kształt wtopienia w zależności od natężenia prądu spawania
Prędkość podawania drutu elektrodowego
Prędkość podawania drutu elektrodowego wpływa na stapianie się końcówki drutu w łuku spawalniczym. Jest zależna od średnicy drutu i wartości napięcia łuku spawalniczego. Błędnie dobrana prędkość podawania drutu, powoduje zakłócenia w procesie spawania, niestabilne jarzenie się łuku spawalniczego. Zbyt mała prędkość objawia się przerywaniem łuku spawalniczego. Jeżeli prędkość podawania drutu jest zbyt duża, dochodzi do charakterystycznego przygaszania łuku spawalniczego i odpychania uchwytu (zbyt niskie napięcie, do prędkości podawania drutu, niewystarczające stapianie się końcówki drutu w łuku spawalniczym).
Napięcie łuku spawalniczego
Napięcie łuku spawalniczego jest zależne od rodzaju osłony gazowej i długości łuku spawalniczego. Wydłużenie łuku spawalniczego, powoduje wzrost napięcia łuku, skrócenie łuku spawalniczego powoduje spadek napięcia łuku. Zbyt długi łuk spawalniczy może być przyczyną rozprysków, porowatości i podtopień spoiny. Zbyt krótki łuk spawalniczy, może powodować nacieki lica spoiny. Dobór właściwego napięcia zależy od wielu czynników: średnicy drutu elektrodowego, rodzaju osłony gazowej, grubości materiału, rodzaju spawanego materiału, wylotu drutu elektrodowego.
Rodzaj i natężenie przepływu gazu osłonowego
Skład gazu osłonowego wpływa na właściwości fizyczne łuku spawalniczego, przenoszenie metalu w łuku, ilość rozprysków, głębokość przetopu i formowanie się spoiny, a także na właściwości złącza.
Zbyt niski przepływ gazu osłonowego, może być przyczyną niewystarczającej osłony gazowej jeziorka spawalniczego. Wskutek czego powstawać mogą wady spawalnicze (porowatość spoiny) oraz nadmierna ilość rozprysków. Zbyt wysoki przepływ gazu osłonowego, może powodować tzw. rozdmuchiwanie łuku spawalniczego. Orientacyjny minimalny przepływ gazu osłonowego oblicza się wg. następującego wzoru: przepływ gazu = średnica drutu elektrodowego x 10 [l/min].
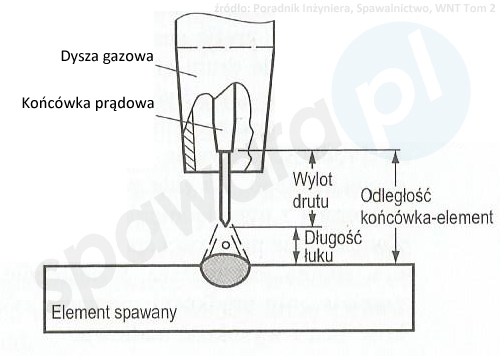
Długość wylotu drutu elektrodowego (wolny wylot drutu elektrodowego).
Jest to odległość między końcem drutu elektrodowego, a najbliższym punktem kontaktu elektrycznego końcówki prądowej. Długość wolnego wylotu drutu, może być regulowana poprzez zmianę odległości uchwytu od spawanego materiału. Wolny wylot drutu elektrodowego ma wpływ na intensywność podgrzewania oporowego drutu, między stykiem prądowym, a stapiającym się końcem.
Dla spawania łukiem zwarciowym, długość wolnego wylotu drutu mieści się w przedziale 6 – 15 [mm]. Natomiast dla spawania łukiem natryskowym, wynosi 18 – 25 [mm]. Zbyt długi wolny wylot drutu, może być przyczyna nadmiernych odprysków. Zbyt krótki wolny wylot drutu, może być przyczyną przyklejania się drutu i niszczenia końcówki prądowej.
Wolny wylot drutu
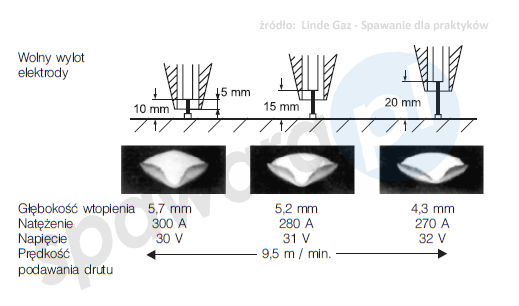
Wolny wylot drutu wpływ na głębokość wtopienia
Kąt pochylenia drutu elektrodowego (uchwytu spawalniczego)
Pochylenie drutu elektrodowego w kierunku spawania zwiększa głębokość wtopienia, natomiast pochylenie drutu w kierunku przeciwnym do kierunku spawania, zmniejsza głębokość wtopienia, przy jednoczesnym zwiększeniu nadlewu spoiny.
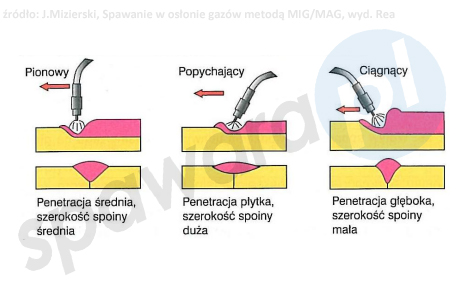
Kąt pochylenia palnika uchwytu
Prędkość spawania
Prędkość spawania jest zależna od natężenia prądu spawania i napięcia łuku spawalniczego. Zwiększenie prędkości spawania powoduje zmniejszenie głębokości wtopienia (spoina jest węższa, mogą pojawić się podtopienia), natomiast zmniejszaniu prędkości spawania towarzyszy zwiększanie się głębokości wtopienia, szerokości lica i wysokości nadlewu.
W metodzie MIG/MAG prędkość spawania mieści się w przedziale 25 do 130 cm/min.