
Parametry spawania TIG
Wszechstronność spawania TIG’iem jest jedną z największych zalet tej metody. Posiadając odpowiednie źródło (urządzenie do spawania TIG), umiejętności i doświadczenie, mamy praktycznie nieograniczone możliwości przy łączeniu takich materiałów jak stale: niestopowe i stopowe, aluminium i jego stopy, stopy magnezu, stopy tytanu, niklu i wiele innych.
Parametry spawania w metodzie TIG, będziemy dzielić na następujące grupy:
- Parametry spawania TIG, wspólne dla metody TIG DC oraz TIG AC.
- Parametry spawania TIG, charakterystyczne dla metody TIG AC.
Dlaczego właśnie taki podział ? Rodzaj i biegunowość prądu spawania. Jest to na tyle istotny parametr (od niego zależy jakie materiały możemy spawać), że na podstawie tego parametru dokonujemy umownego podziału metody TIG, na dwie :
- Metoda TIG DC – spawanie prądem stałym (spawanie: stali stopowych, niestopowych, tytanu, miedzi itp.)
- Metoda TIG AC – spawanie prądem przemiennym (spawanie: magnezu, aluminium i ich stopów).
Parametry spawania TIG
Wspólne dla metody TIG AC oraz TIG DC
Biegunowość prądu spawania
W 99% przypadków stosujemy biegunowość ujemną. To znaczy, że uchwyt TIG podłączany jest do gniazda bieguna ujemnego, a przewód z uchwytem masowym podłączany jest do bieguna dodatniego. Takie podłączenie korzystnie wpływa na rozkład ciepła, pomiędzy elektrodą nietopliwą, a elementem spawanym. Spawanie z biegunowością odwrotną, niekorzystnie wpływa na żywotność elektrody i przebieg procesu spawania.
Natężenie prądu spawania
Jego wartość zależna jest od rodzaju i grubości spawanego materiału, średnicy i rodzaju elektrody nietopliwej, biegunowości spawania, pozycji spawania i rodzaju gazu osłonowego. Natężenie prądu spawania ma wpływ na szerokość spoiny i głębokość. Oddziałuje na temperaturę końca elektrody nietopliwej oraz ilość ciepła wprowadzoną w materiał spawany.
Zbyt niskie natężenie prądu spawania, wpływa na problemy z uzyskaniem odpowiedniego przetopu. Wzrostowi natężenia spawania towarzyszy większa głębokość wtopienia i prędkość spawania. Zbyt wysokie natężenie prądu spawania, może być przyczyną powstawania nadtopień na końcu elektrody nietopliwej (wtrącenia metaliczne w spoinie) lub miejscowego przegrzania materiału spawanego (tzw. miejscowe wypalanie dziur w materiale).
Średnica i rodzaj elektrody nietopliwej
Elektroda nietopliwa to okrągły pręt wykonany z czystego wolframu lub wolframu uszlachetnionego tlenkami toru, cyrkonu, ceru itp. Rodzaj i średnicę elektrody nietopliwej dobiera się w zależności od tego jaki materiał spawamy, zależy więc od rodzaju, biegunowości i natężenia prądu spawania.
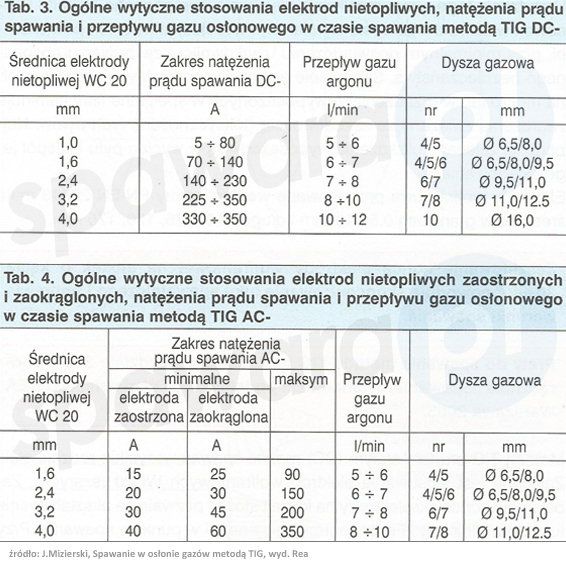
PARAMETRY SPAWANIA TIG: Średnica elektrody, a wartość natężenia prądu spawania.
Prędkość spawania
Prędkość spawania to szybkość z jaką przemieszczany jest koniec elektrody nietopliwej z jarzącym się łukiem spawalniczym. Zależy od wielu czynników między innymi:
- Natężenia prądu spawania.
- Rodzaju i grubości materiału spawanego
- Pozycji spawania.
- Umiejętności spawacza
Prędkość spawania ma wpływ na głębokość wtopienia i szerokość spoiny. Mieści się w przedziale od 0,05 do 0,4 m/min.
Rodzaj i natężenie gazu osłonowego
Do spawania w metodzie TIG stosowany jest gaz obojętny. Najczęściej to argon lub mieszanka argonu z helem. Czysty hel jest bardzo rzadko stosowany (mimo tego, że podnosi energię cieplną łuku i prędkość spawania), w osłonie helu w normalnych warunkach spawania, występują duże problemy z utrzymaniem stabilności łuku spawalniczego. Spawanie w osłonie helu wymaga wręcz laboratoryjnych warunków zewnętrznych, stosowane jest w wysoce wyspecjalizowanych pracach spawalniczych.
Jakość gazu osłonowego ma ogromny wpływ na przebieg procesu spawania TIG, dlatego należy stosować przynajmniej Argon 4.0, a najlepiej Argon 5.0.
Natężenie przepływu gazu osłonowego w normalnych warunkach, mieści się w przedziale 6 – 15 l/min. Rekomendowane jest stosowanie reduktorów gazowych z przepływomierzem. Umożliwia to precyzyjną regulację przepływu gazu osłonowego.
Rodzaj dyszy gazowej (materiał, kształt, wymiary).
Najczęściej spotykane są ceramiczne dysze gazowe. Można również spotkać: dysze gazowe do spawania aluminium, dysze gazowe ze specjalnego szkła. Jednak mimo wszystko najpopularniejsze są dysze ceramiczne, między innymi ze względu na cenę i dostępność.
Kształt i długość dyszy gazowej, zależy od tego do jakich celów jest stosowana i palnika do jakiego jest przeznaczona. Standardowa dysza do palnika typu 26, ma długość 47 [mm], a jej średnica mieści się w przedziale 6,3 – 19 [mm]. Spotykane są również tzw. dysze gazowe krótkie, dysze gazowe długie, dysze gazowe do spawania w wąskich szczelinach, dysze gazowe przeznaczone do stosowania z soczewkami gazowymi.
Parametry dyszy gazowej powiązane są ściśle z natężeniem przepływu gazu osłonowego. Nieodpowiednia korelacja między wymiarami dyszy gazowej, a natężeniem przepływu gazu, może wpływać na problemy z osłoną gazową.
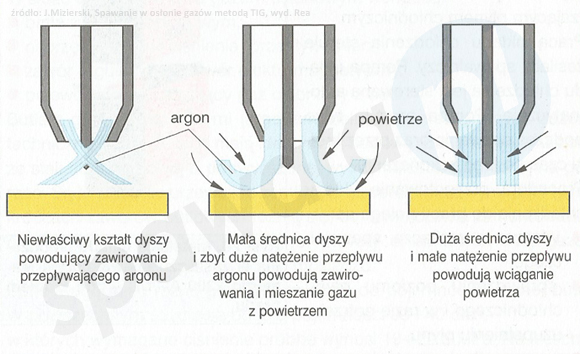
PARAMETRY SPAWANIA TIG: Wpływ kształtu dyszy i natężenia przepływu gazu na skuteczność osłony gazowej w procesie spawania TIG.
Rodzaj i wymiary materiału dodatkowego:
Najczęściej stosowane materiały dodatkowe:
- Drut w postaci prętów prostych o średnicy 0,5 do 8,0 [mm] i długości 500-1000 [mm].
- Taśma stapiana bezpośrednio w złączu.
- Wkładka stapiana bezpośrednio w złączu.
Jako materiały dodatkowe w metodzie TIG, stosuje się materiału o identycznym lub zbliżonym składzie chemicznym do spawanego materiału. Dobrze jeśli materiał dodatkowy ma lepsze własności niż materiał spawany. Niektóre złącza spawane w metodzie TIG, wykonuje się bez dodatkowego topnika.
Wysunięcie elektrody nietopliwej poza obrys dyszy gazowej
Standardowo odległość ta wynosi ok 3-4 [mm]. Dzięki zastosowaniu soczewki gazowej, można zwiększyć tą odległość dwukrotnie. Spotykane są również rozwiązania, które umożliwiają wysunięcie elektrody nietopliwej poza obrys dyszy gazowej do 40 [mm] przy zachowaniu odpowiedniej osłony gazowej.
Pochylenie elektrody i spoiwa, względem wykonywanego złącza spawanego
Zależy od pozycji spawania i rodzaju wykonywanego złącza.
Parametry spawania TIG
Charakterystyczne dla metody TIG AC
Balans prądu przemiennego
Jeden z najważniejszych parametrów przy spawaniu aluminium. Możliwość regulacji balansu jest niezbędna w spawarkach TIG AC/DC. Balans ma między innymi wpływ na przebieg rozkładu ciepła między elektrodą nietopliwą, a materiałem spawanym. Z uwagi na złożoność zagadnienia, poświęcimy mu osobny artykuł.
Częstotliwość prądu przemiennego
Ilość pojedynczych cykli T prądu przemiennego, przypadających na sekundę [Hz]. Optymalna częstotliwość prądu przemiennego mieści się w przedziale 80-120 Hz. Częstotliwość prądu przemiennego ma wpływ na właściwości spoiny. Nie zalecamy stosowania częstotliwości mniejszej niż 60 [Hz].
Kształt fali prądu przemiennego
Kiedyś źródła spawalnicze oferowały możliwość spawania prądem przemiennym o sinusoidalnym kształcie fali. Dzisiaj urządzenia oferują następujące kształty fali:
- Sinusoidalny kształt fali
- Prostokątny kształt fali
- Trapezowy kształt fali
W praktyce obecnie najlepiej spawa się prostokątnym kształtem fali (stabilny przebieg procesu spawalniczego: korzystne parametry łuku spawalniczego, stabilne jarzenie się łuku). Wielu spawaczy z dużym stażem, przyzwyczajonych jest do sinusoidalnego kształtu fali.