
Źródła prądu spawania stosowane w metodzie MIG / MAG.
Źródłem prądu spawania w metodzie MIG/MAG są prostownikowe zasilacze spawalnicze. W ich wnętrzu przemienny prąd wejściowy, przekształcany jest na prąd wyprostowany, z reguły o sztywnej charakterystyce zewnętrznej i wymaganym zakresie regulacji prądu spawania.
Prostownikowe źródło spawalnicze składa się z:
- Zasilacza spawalniczego.
- Układów: załączania, nastawiania, sterowania i regulacji parametrów spawania.
- Dławika filtrującego (stosowany najczęściej w źródłach tyrystorowych).
- Zespołu chłodzącego układy elektryczne w urządzenia (wentylator).
- Elementów zabezpieczających.
- Elementów przyłączeniowych.
Rola układów załączania, sterowania i elementów zabezpieczających:
- Załączanie i wyłączanie napięcia zasilającego prostownik
- Obniżanie napięcia w stanie jałowym
- Wyłączanie zasilania prostownika z sieci elektrycznej w czasie dłuższych przerw w spawania
- Zabezpieczenie prostownika przed pracą w warunkach wykraczających poza normalne: zwarcie, przeciążenia itp.
Zespół chłodzący, składa się najczęściej z wbudowanego wentylatora, chroniącego poszczególne podzespoły elektryczne przed nadmiernym przegrzaniem. Dławik filtrujący, służy do filtracji tętnień powstających w wyniku sterowania tyrystorów. Wyłącznik termiczny zabezpiecza urządzenie przed zwarciami i przeciążeniem.
Jako zasilacze spawalnicze stosuje się prostowniki:
- Diodowe (tzw. konwencjonalne źródło spawalnicze transformatorowe).
- Tyrystorowe (tzw. konwencjonalne źródło spawalnicze tyrystorowe).
- Inwerterowe (tzw. nowoczesne źródła spawalnicze: inwertery, inwertory).
Źródła spawalnicze, w których wykorzystano konwencjonalne diodowe źródło spawalnicze, nazywane są popularnie: transformatorowym półautomatem spawalniczym. W diodowych źródłach spawalniczych, regulacja parametrów spawania odbywa się w sposób skokowy (skokowa zmiana nastaw napięcia wyjściowego), dlatego między innymi, nie mogą być stosowane w zautomatyzowanych procesach spawalniczych, wymagających płynnej regulacji.
Po wprowadzeniu inwerterowych źródeł spawalniczych, tyrystory spawalnicze, które umożliwiały płynną regulację parametrów spawania (problemy w utrzymaniu stabilnego łuku spawalniczego, konieczność stosowania zespołu – prostownik tyrystorowy + prostownik diodowy) odeszły do lamusa. Obecnie w powszechnym użytku stosowane są prostowniki diodowe (transformatorowe półautomaty spawalnicze) oraz urządzenia do spawania MIG/MAG, w których źródłem jest inwertorowy prostownik spawalniczy.
Diodowy prostownik spawalniczy, charakterystyka:
To proste w konstrukcji, cieszące się stosunkowo duża niezawodnością źródło zbudowane z:
- Transformatora – Obniżenie i separacja napięcia
- Prostownika – Prostowanie prądu przemiennego
- Dławika z odczepem – wybór dynamiki źródła
- Przełącznika parametrów – dobór napięcia spawania.
W diodowych prostownikach spawalniczych regulacja napięcia wyjściowego sterowana jest skokowo za pomocą przełącznika wielopozycyjnego. Dzięki wyposażeniu źródła w dodatkowe układy sterowania, możliwe jest: spawanie punktowe, spawanie przerywane. Nie ma niestety możliwości zdalnego sterowania źródłem, brak płynnej regulacji uniemożliwia zastosowanie źródła do procesów zautomatyzowanych. Urządzenie można wyposażyć w możliwość zmiany indukcyjności (skokowa regulacja). Zasilacz wyposażony w zespół podający drut elektrodowy (podajnik drutu elektrodowego, układ sterujący posuwem drutu) oraz uchwyt spawalniczy, tworzą popularny transformatorowy półautomat spawalniczy. Spotykane są urządzenia, które wyposażone są w dodatkowe układy umożliwiające regulację wolnego wylotu drutu oraz tzw. miękki rozruch podajnika. Na tym kończą się możliwości półautomatów spawalniczych, opartych na diodowych prostownikach spawalniczych.
Zalety i wady transformatorowych źródeł prądu spawania:
Zalety:
- Stosunkowo dobra charakterystyka dynamiczna i statyczna źródła spawania (zdolność do samoregulacji łuku spawalniczego).
- Prosta konstrukcja.
- Duża niezawodność.
- Łatwość obsługi.
Wady:
- Duża waga i gabaryt urządzenia (nawet do 80 kg).
- Z uwagi na duża masę transformatora mocy (miedziane uzwojenie pierwotne i wtórne) wysoki koszt produkcji. W tańszych urządzeniach transformatorowych, mniej renomowanych producentów spotyka się transformatory z uzwojeniem aluminiowym, niestety przedkłada się to na gorsze parametry urządzenia.
- Przestarzała technologia. Niewielkie możliwości regulacji parametrów wyjściowych w stosunku do urządzeń inwertorowych.
- Stosunkowo niski cykl pracy – maks. 35%.
W zależności od parametrów wyjściowych, transformatory spawalnicze zasilane są jednofazowo lub trójfazowo (230V lub 400V).
Inwerterowy prostownik spawalniczy, charakterystyka:
Opracowanie i wdrożenie źródeł spawania, opartych o prostownik inwerterowy, okazało się milowym krokiem w rozwoju spawalnictwa. Obecnie inwerterowe prostowniki spawalnicze z powodzeniem są stosowane jako źródło spawania, nie tylko w metodzie MIG/MAG, ale także w metodach TIG, MMA oraz do konstrukcji przecinarek plazmowych. Można powiedzieć, że technologia inwerterowa jest stała się technologią teraźniejszości i przyszłości.
W inwertorach spawalniczych zastosowany został całkowicie nowy układ toru mocy i całkowicie nowa zasada działania w stosunku do źródeł diodowych i tyrystorowych. W inwerterze spawalniczym dochodzi do wewnętrznej zmiany częstotliwości prądu wejściowego (częstotliwość prądu wejściowego z gniazdka elektrycznego w Polsce wynosi 50 Hz – niektóre części świata 60 Hz), na wysoką częstotliwość wynoszącą nawet do 20 kHz (poza pasmem akustycznym). Zmiana częstotliwości na tak wysoką możliwa jest dzięki zastosowaniu wysokonapięciowych tranzystorów mocy. Efektem zastosowania przemiany częstotliwości, jest znaczne zmniejszenie masy i wymiarów transformatora (5 – 6 krotnie mniejsza masa w stosunku do konwencjonalnego transformatora mocy).
Urządzenia inwertorowe nie mają wad maszyn konwencjonalnych, oferują znacznie więcej możliwości i korzyści. Z uwagi na ogromną złożoność konstrukcji, produkcja inwerterowych źródeł spawania, podlega wysokim rygorom produkcji. Tylko wysoka jakość produkcji, zapewnia odpowiedni poziom niezawodności urządzeń.
Zalety i wady inwertorowych źródeł prądu spawania:
Zalety:
- Niewielka masa urządzenia.
- Płynna regulacja parametrów, możliwość zdalnej regulacji.
- Mogą być wieloprocesowe – możliwość konstrukcji urządzeń wielofunkcyjnych ( np.MIG /MAG / MMA).
- Możliwość wyposażenia urządzenia w dodatkowe funkcje: Mig Pulse, Mig Bi-Pulse.
- Możliwość wyposażenia urządzenia, w funkcję spawania synergicznego.
- Niewielki pobór mocy na biegu jałowym.
- Wysoka sprawność energetyczna.
- Płynnie regulowana dynamika źródła.
- Niezawodność.
- Możliwość stosowania we wszystkich metodach sapwania ręcznego, częściowo zmechanizowanego i zautomatyzowanego, w robotach spawalniczych.
- Możliwość uzyskania wysokiego cyklu pracy urządzenia (nawet 60%).
Wady:
- Jeżeli urządzenie wykonane jest przez renomowanego producenta, pod odpowiednim rygorem jakości produkcji, to praktycznie nie ma wad.
W zależności od mocy wyjściowej urządzenia, zasilane są z sieci jednofazowo 230V lub trójfazowo 400V.
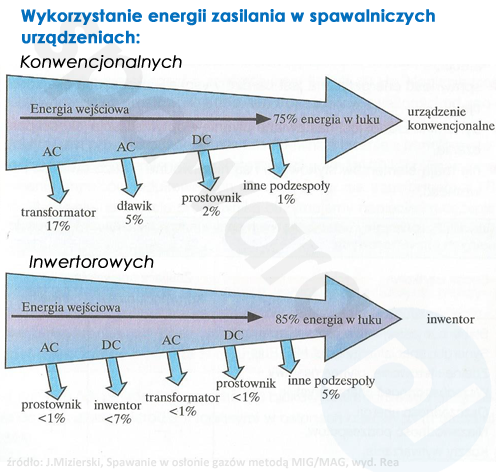
Źródła prądu spawania – wykorzystanie energii.