
Spawanie aluminium TIG – balans prądu przemiennego (Balans AC)
Spawanie aluminium i balans prądu przemiennego, o co tak naprawdę w tym chodzi ? Aby wytłumaczyć pojęcie balansu prądu przemiennego, jednego z najważniejszych parametrów podczas spawania aluminium spawarką TIG, musimy wyjaśnić kilka zagadnień teoretycznych, dotyczących spawania aluminium.
Balans prądu przemiennego – wstęp
Aluminium jest materiałem stosunkowo trudno spawalnym. Na trudności w spawaniu aluminium mają między innymi takie czynniki jak:
- Stosunkowo niska temperatura topnienia (ok. 660oC) i towarzysząca temu duża przewodność cieplna blisko 5-krotnie większą od stali (aluminium szybko się nagrzewa i równie szybko traci temperaturę).
- Różnorodność stopów aluminium (niektóre z nich nie nadają się do spawania).
- Na powierzchni aluminium wytwarza się cienka warstwa tlenków (tlenek glinu – temp. topnienia ok. 2050oC).
Materiał przed spawaniem powinien zostać doskonale oczyszczony. Do spawania aluminium elektrodą wolframową, wymagane jest źródło prądu przemiennego – tzn. urządzenia TIG AC/DC. To właśnie spawanie prądem przemiennym umożliwia skutecznie usuwanie tlenków z powierzchni aluminium oraz utrzymanie jeziorka spawalniczego w stanie czystym.
Przebieg procesu spawania aluminium elektrodą nietopliwą, prądem przemiennym (TIG AC) możemy podzielić na dwie fazy. Zgodnie zresztą z wykresem przebiegu prądu przemiennego.
- Faza I (umownie Sp I): Rozpraszanie warstwy tlenków pokrywających powierzchnię aluminium. Biegunowość dodatnia elektrody wolframowej (ciepło skupia się na elektrodzie wolframowej)
- Faza II (umownie Sp II): Intensywne podgrzewanie jeziorka spawalniczego – uzyskiwanie odpowiedniego przetopu, utrzymanie jeziorka spawalniczego w stanie ciekłym (ciepło wprowadzane jest w materiał spawany).
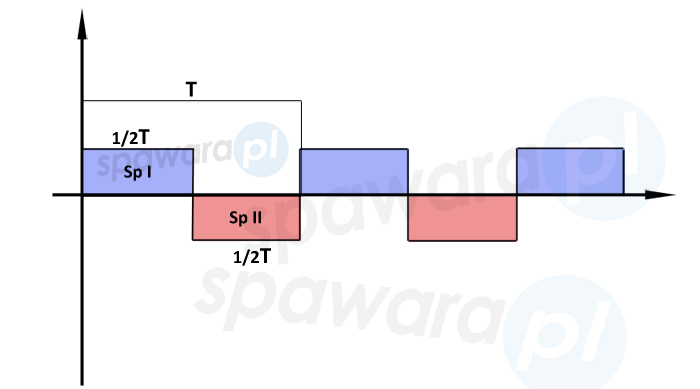
Spawanie aluminium – wykres przebiegu kształtu fali prądu przemiennego (fala prostokątna)
Dla „normalnego” przebiegu prądu przemiennego, faza I i faza II trwają dokładnie tyle samo. Możemy więc przyjąć, że rozkład ciepła wynosi 50/50 (elektroda/materiał spawany). Ta równowaga niestety nie jest korzystna. Między innymi ze względu na nadmierne obciążenie i zbyt szybkie zużywanie się elektrody wolframowej, zbyt mało energii cieplnej wprowadzanej jest do materiału spawanego (szeroka spoina, niewielki przetop). W praktyce okazuje się, że korzystniejsza dla przebiegu procesu spawania jest sytuacja, w której czas trwania fazy II (Sp II), jest nieco dłuższy od czasu trwania fazy I (Sp I). Przebicie się przez warstwę tlenków pokrywających aluminium jest równie skuteczne, wydłuża się żywotność elektrody i głębokość wtopienia. W ten sposób, dzięki rozwojowi źródeł spawalniczych do spawania TIG AC, powstała funkcja balansu prądu przemiennego (Balans AC, AC Balance).
Balans prądu przemiennego – dwa podejścia do tematu
Funkcja Balans AC (balansu prądu przemiennego) – to możliwość regulacji stosunku czasu trwania Fazy I (Sp I) do czasu trwania Fazy II (Sp II), w pojedynczym okresie T, przebiegu wykresu prądu przemiennego. Kiedy wydłużamy czas trwania Fazy I, proporcjonalnie skraca się czas trwania Fazy II. I odwrotnie, kiedy skracamy czas trwania Fazy I, proporcjonalnie wydłuża się czas trwania Fazy II.
Funkcja balansu prądu przemiennego została wymyślona przez konstruktorów źródeł spawalniczych w Stanach Zjednoczonych, później trafiła do Europy. Z tego powodu wyróżniamy obecnie, dwa sposoby regulacji balansu prądu przemiennego (regulujemy w gruncie rzeczy to samo tylko, że dostępne są dwie różne skale).
Skala amerykańska: 10% / 50% / 90%
Skala europejska: – 45% / 0% /+45%.
I tutaj ciekawostka, okazuje się, że dla większości z nas, skala europejska jest łatwiejsza do zrozumienia. W różnych urządzeniach spawalniczych, wykorzystywana jest skala europejska lub amerykańska oraz różny zakres regulacji balansu. Przy czym należy tutaj czytać, że 50% w skali amerykańskiej, jest równe 0% w skali europejskiej.
Balans prądu przemiennego. Jak to działa ?
Aby zrozumieć co się dzieje, gdy regulujemy funkcję Balans AC, pokażemy Wam trzy przypadki.
Przypadek 1
Balans AC: skala USA 50%, skala EU 0%
Dla tego ustawienia, stosunek Sp I do Sp II, wynosi 50/50. Można powiedzieć, że mamy sytuację identyczną, jak przed wymyśleniem funkcji balansu. Mamy umiarkowaną głębokość wtopienia i stosunkowo szybkie zużywanie się elektrody wolframowej.
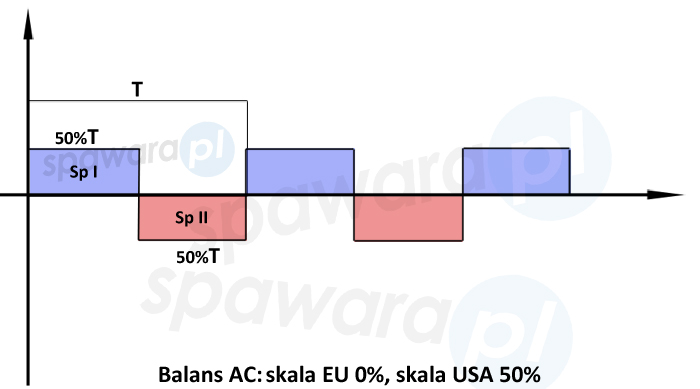
Spawanie aluminium – balans prądu przemiennego EU 0%, USA 50%
Przypadek 2
Balans AC: skala USA 25%, skala EU -25%
Dla tego ustawienia, stosunek Sp I do Sp II, wynosi 25/75. Wydłużył nam się czas trwania Sp II, w wyniku czego wprowadzamy więcej ciepła w materiał, uzyskując węższą spoinę i głębsze wtopienie. Skrócił się natomiast czas trwania Sp I, w wyniku czego mniej obciążamy cieplnie elektrodę wolframową.
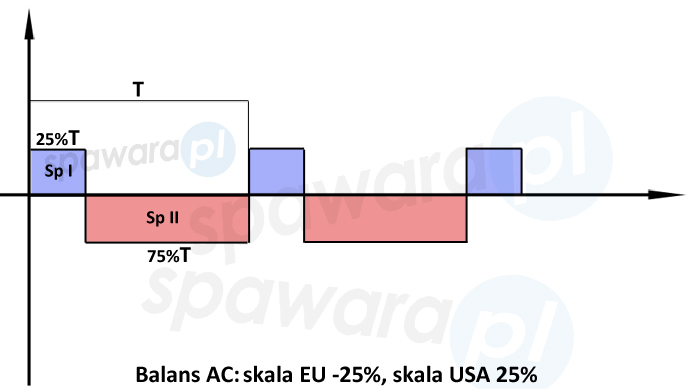
Spawanie aluminium – balans prądu przemiennego EU -25%, USA 25%
Przypadek 3
Balans AC: skala USA 75%, skala EU +25%
Dla tego ustawienia, stosunek Sp I do Sp II, wynosi 75/25. Skrócił nam się czas trwania Sp II, w wyniku czego wprowadzamy mniej ciepła w materiał, uzyskując szeroką spoinę i płytsze wtopienie. Wydłużył się natomiast czas trwania Sp I, w wyniku czego znacząco obciążamy elektrodę wolframową.
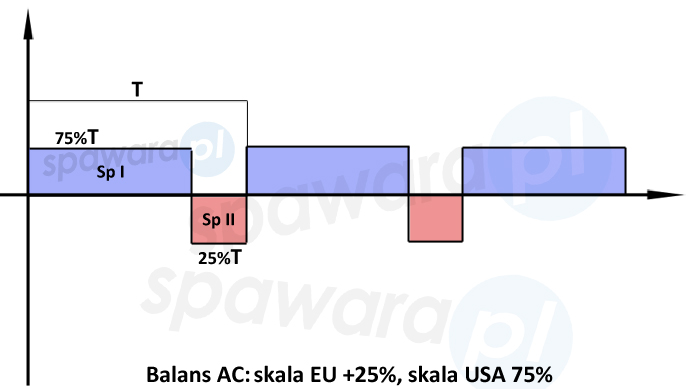
Spawanie aluminium – balans prądu przemiennego EU +25%, USA 75%
Spawanie aluminium – jak odpowiednio ustawić balans prądu przemiennego
Przyjmuje się, że najkorzystniej w 95% przypadków spawania aluminium, jest ustawić balans na poziomie od -25% do -15% w skali europejskiej tzw. balans ujemny ( w skali amerykańskiej od 25% do 35%). Właśnie dla takiego ustawienia mamy optymalny stosunek czasu trwania Fazy II (Sp II) do czasu trwania Fazy I (Sp I). Otrzymujemy idealne czyszczenie warstwy wierzchniej aluminium z tlenków, odpowiednią głębokość wtopienia oraz optymalne zużycie elektrody wolframowej.
Film o zagadnieniu – tłumaczy specjalista z Lincoln Electric.