
Cykl pracy urządzenia spawalniczego.
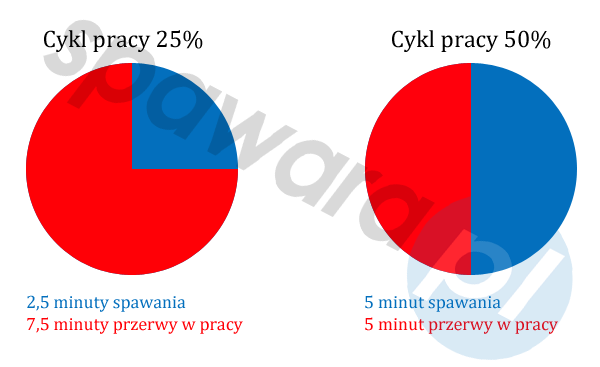
Cykl pracy spawarki (potocznie nazywany „sprawność” spawarki), to procentowy podział 10-cio minutowego odcinka czasu na:
- Czas pracy spawarki pod zadanym obciążeniem (określoną wartością prądu spawania), w którym nie dochodzi do przegrzania urządzenia.
- Czas przerwy w pracy urządzenia spawalniczego (po jego przegrzaniu), jaki musi upłynąć do jego wystygnięcia.
Przykład 1.
Spawarka SP umożliwia spawanie prądem 200A w 35% cyklu pracy. Oznacza to, że przez 3,5 minuty użytkownik może spawać pod zadanym obciążeniem, po przekroczeniu tego czasu może dojść do spadku parametrów wyjściowych spawarki lub wyłączenia się urządzenia (zabezpieczenie przeciw przegrzaniu). Czas potrzebny do ostygnięcia urządzenia wynosi 6,5 minuty.
Przykład 2.
Migomat Y umożliwia spawanie prądem 160A w 60% cyklu pracy. Oznacza to, że przez 6 minut użytkownik może spawać pod zadanym obciążeniem, po przekroczeniu tego czasu może dojść do spadku parametrów wyjściowych migomatu (zauważalne potocznie nazywane „klejenie” materiału) lub wyłączenia urządzenia. Czas potrzebny do ostygnięcia urządzenia wynosi 4 minuty.
Cykl pracy spawarki.
Cykl pracy powinien być wyznaczany przez producentów urządzeń spawalniczych, zgodnie z normą EN 60974-1. Podawany jest dla temp. otoczenia równiej 40oC oraz znamionowego natężenia prądu spawania (podawany jest również dla wartości natężenia prądu spawania, w której cykl pracy jest równy 60% oraz 100%). Na tabliczce znamionowej spawarki powinny się znajdować między innymi informacje o:
- Znamionowym cyklu pracy urządzenia (cykl pracy dla maksymalnego prądu spawania).
- Natężeniu prądu spawania dla, którego cykl pracy wynosi 60%.
- Natężeniu prądu spawania dla, którego cykl pracy wynosi 100%.
Cykl pracy jest jednym z ważniejszych kryteriów, przy wyborze spawarki. Niski cykl pracy urządzenia, może sprawiać ogromne problemy przy spawaniu (częste przerwy w pracy, problem z przetopem, problem ze stabilnością parametrów wyjściowych urządzenia itp.). Jeżeli cykl pracy wyznaczony był przez producenta zgodnie z normą i określony jest dla temp. otoczenia równej 40oC to minimalna wartość cyklu pracy potrzebna do stabilnej pracy wynosi 35%.
Z uwagi na to, że temperatura otoczenia najczęściej jest niższa niż 40oC oraz w trakcie spawania, dochodzi do krótkich przerw (przygotowanie materiału do spawania, poprawienie pozycji, itp.) urządzenie, może pracować odrobinę dłużej, niż wynika to z podanego cyklu pracy.